Вячеслав Авдонин
Главный конструктор машин непрерывного литья заготовок
фирмы "ОМЗ-Металлургическое оборудование"
Александр Питкин
Директор фирмы "ОМЗ-Электропривод и автоматизация"
Дамир Гайнанов
Директор фирмы "Дата-Центр"
 Уралмаш хорошо известен как поставщик машин непрерывного литья заготовок (МНЛЗ). Более сотни их успешно эксплуатируются на крупнейших металлургических предприятиях России и зарубежных стран.
Уралмаш хорошо известен как поставщик машин непрерывного литья заготовок (МНЛЗ). Более сотни их успешно эксплуатируются на крупнейших металлургических предприятиях России и зарубежных стран.
В настоящее время Уралмаш входит в состав ОАО "Объединенные машиностроительные заводы (группа Уралмаш-Ижора)". ОМЗ включает в себя и другие крупные машиностроительные предприятия, в том числе Ижорские заводы (г.Колпино) и "Красное Сормово" (г. Нижний Новгород). До последнего времени каждое предприятие ОМЗ самостоятельно осуществляло функции маркетинга, инжиниринга, продаж, сервисного обслуживания. На Уралмаше эти функции были возложены на специализированные продуктовые фирмы "Уралмаш-МНЛЗ" и "Уралмаш-Прокатное оборудование". Теперь вся номенклатура металлургического оборудования – агломерационного, обжигового, доменного, машин непрерывного литья заготовок, прокатного и кузнечно-прессового – объединена в рамках единой для корпорации фирмы "ОМЗ-Металлургическое оборудование"("ОМЗ-МО").
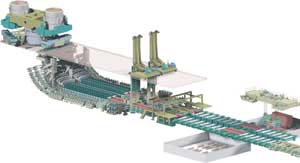
ОАО "Магнитогорский металлургический комбинат" и фирма "ОМЗ-МО" проводят масштабную реконструкцию двух слябовых МНЛЗ криволинейного типа из четырех действующих на ММК. Пуск в эксплуатацию первой модернизированной машины намечается в конце 2001 года. Цель реконструкции – коренное обновление на основе новейших достижений в области непрерывной разливки стали, широкой автоматизации технологического процесса. Это позволит поднять производительность МНЛЗ с 1,5 до 3,5 млн. т слитков в год, повысить их качество, улучшить условия труда.
 Предложенные технические решения связаны не только с совершенствованием механического оборудования, но и с созданием автоматизированной системы управления процессом непрерывной разливки стали. Перед отправкой заказчику АСУ ТП была собрана на полигоне фирмы "Дата-Центр", где прошла тестирование, тренинг и отладку программного обеспечения. Основные функции АСУ ТП МНЛЗ следующие:
Предложенные технические решения связаны не только с совершенствованием механического оборудования, но и с созданием автоматизированной системы управления процессом непрерывной разливки стали. Перед отправкой заказчику АСУ ТП была собрана на полигоне фирмы "Дата-Центр", где прошла тестирование, тренинг и отладку программного обеспечения. Основные функции АСУ ТП МНЛЗ следующие:
– непосредственное управление механизмами и технологическим процессом разливки с оптимизацией важнейших параметров: режима охлаждения слитка на основе математической модели в установившихся и в переходных режимах разливки, раскроя слитка с учетом возникновения поясов и границ плавок;
– прогнозирование возможности прорывов металла, других аварийных ситуаций, связанных с нарушением технологического процесса;
– выдача оператору данных для бездефектного ведения разливки в зависимости от группы марок стали и подготовки металла к этому процессу;
– контроль технологических параметров, оперативная сигнализация и регистрация отклонений от допустимых значений;
– предоставление технологической информации о ходе разливки на "живых" видеокадрах цветных графических терминалов рабочих станций операторов МНЛЗ;
– создание базы данных о процессе разливки плавок, распечатка протоколов и паспортов разливки;
– обеспечение оперативного обмена информацией с интегрированной АСУ производством конвертерного цеха.
Конструкция АСУ ТП МНЛЗ выполнена в двух уровнях.
Базовый уровень автоматизации обеспечивает управление всеми механизмами и системами МНЛЗ через программируемые логические контроллеры (PLC) и визуализацию на экранах операторских рабочих станций, выполненных на основе промышленных персональных компьютеров. Базовый уровень непосредственно связан с объектом управления через КИП, датчики автоматизации, локальные регуляторы и исполнительные механизмы.
 Верхний уровень автоматизации обеспечивает оптимизацию управления, сбор и накопление технологической информации, документирование, обмен информацией с вышестоящей АСУ.
Верхний уровень автоматизации обеспечивает оптимизацию управления, сбор и накопление технологической информации, документирование, обмен информацией с вышестоящей АСУ.
Передача данных в системе производится по быстродействующим локальным вычислительным сетям высокой помехоустойчивости. Модульность и блочность конструкции системы управления обеспечивает ее высокую ремонтопригодность и малые эксплуатационные расходы. В основе АСУ ТП – лицензионное стандартное программное обеспечение ведущих мировых фирм, позволяющее разрабатывать совместимые прикладные программы.
В конструкции МНЛЗ использованы новые технические решения. Фирма "ОМЗ-МО" для вторичного охлаждения слитка разработала уникальную систему "Димотемпс", основанную на динамическом моделировании температурного поля литой заготовки по ходу разливки в реальном времени. Чтобы получить стабильное распределение температуры поверхности слитка по длине ручья, система рассчитывает температурный профиль заготовки и обеспечивает подачу требуемых объемов охладителя в каждую зону вторичного охлаждения. При этом учитывается перегрев жидкого металла, состояние теплоотвода в кристаллизаторе, степень разогрева МНЛЗ, особенно фактор "холодной" машины, что наиболее важно для сталей, склонных к растрескиванию.
Усовершенствованная конструкция водо-воздушной системы вторичного охлаждения обеспечивает эффективное и надежное охлаждение слитка. Этому способствуют:
– автоматическое регулирование охлаждающей среды в каждой зоне вторичного охлаждения в зависимости от скорости разливки и марки стали;
– обеспечение возможности как автоматического, так и дистанционного управления регулирующими клапанами с экрана монитора рабочей станции оператора;
– стабилизация давления воздуха в каждой зоне вторичного охлаждения;
– использование регулирующих клапанов с электрогидравлическими исполнительными механизмами;
– применение индукционных измерителей расхода охлаждающей воды с расширенным диапазоном измерения.
Усовершенствованный электропривод обеспечивает:
– зависимое автоматизированное распределение и контроль тянущего усилия на приводах роликового аппарата вдоль каждого ручья, что позволяет намеренно воздействовать на качество формирующегося слитка. Комплексный контроль параметров каждого привода роликовой проводки МНЛЗ производится специально разработанным микропроцессорным устройством;
– управление частотой качания кристаллизатора в зависимости от марки разливаемой стали и скорости разливки;
– автоматическое управление разгоном и замедлением МНЛЗ до заданной оператором скорости разливки;
– повышение надежности и точности работы электроприводов за счет автоматического резервирования, измерения скорости разливки с помощью импульсных датчиков.
Специалисты фирмы "ОМЗ-МО" ведут разработку системы прогнозирования качества непрерывно-литых заготовок в потоке МНЛЗ. Базовым математическим инструментом для этого является система распознавания образов, поиска закономерностей и анализа многомерных данных – STARC, разработанная фирмой "Дата-Центр". С помощью системы STARC в многомерном пространстве параметров, полученных на всех этапах подготовки и разливки стали, строится модельная оценка качества заготовки и проводится обучение модели. В ходе эксплуатации МНЛЗ собираются данные о реальном качестве. Накопленная база данных дает возможность с помощью системы STARC проводить обработку и анализ выборок данных и на их основе вести "дообучение" модели, адаптируя ее к условиям конкретного заказчика. Процесс "дообучения" позволяет максимально приближать модельную оценку качества заготовки к реальной, увеличивая достоверность прогноза.
Реализация столь крупного и ответственного заказа, каким является реконструкция слябовых МНЛЗ Магнитогорского металлургического комбината, потребовала новых организационных подходов. Специалисты фирм "ОМЗ-МО" и "Дата-Центр" разработали компьютерную виртуальную модель процесса непрерывного литья. Ее использование позволяет:
– рассчитывать и оптимизировать основные параметры новой МНЛЗ, обеспечивающие требуемое качество отливаемых заготовок;
– разрабатывать и проверять основные конструктивные решения определяющих узлов машины;
– моделировать основные технологические процессы при разливке;
– проводить комплексное моделирование систем автоматизации;
– набирать и обрабатывать статистические данные о работе ранее пущенных МНЛЗ.
Впервые в отечественной практике разработка, сборка и наладка всего комплекса АСУ ТП МНЛЗ выполняется комплексно, в одном месте, под руководством ведущих специалистов-разработчиков системы. На фирме "Дата-Центр" создан современный цех и полигон по производству и отладке систем управления, что и позволило реализовать идею "от проекта до изготовления – один исполнитель". Такой подход дает возможность:
– изготовить все комплектные устройства АСУ ТП на современной технической базе, в едином дизайнерском стиле;
– провести сборку и полигонную отладку систем управления МНЛЗ;
– провести обучение эксплуатационного персонала на виртуальном тренажере еще до пуска машины;
– сократить время на проектирование новых МНЛЗ.
В процессе проектирования и изготовления АСУ ТП МНЛЗ специалистами фирмы "ОМЗ-МО" была поставлена задача создания симулятора технологического процесса для проверки оборудования и отладки программного обеспечения без реального объекта управления. Симулятор сигналов технологического процесса, разработанный фирмой "Дата-Центр", позволил осуществить тестирование оборудования шкафов автоматизации по следующим критериям:
– правильность монтажа;
– качество соединений;
– взаимное влияние электрических сигналов в шкафу;
– наличие шумов и помех.
 С использованием симулятора технологического процесса полигонную отладку прошло программное обеспечение всех систем. Это позволяет существенно поднять заводскую готовность системы управления, сократить затраты и время при пуске АСУ ТП.
С использованием симулятора технологического процесса полигонную отладку прошло программное обеспечение всех систем. Это позволяет существенно поднять заводскую готовность системы управления, сократить затраты и время при пуске АСУ ТП.
Подведем итоги. Фирма "ОМЗ-МО" и его партнер фирма "Дата-Центр" разработали новую АСУ ТП для реконструкции МНЛЗ Магнитогорского металлургического комбината на основе новейших достижений в области автоматизации процессов непрерывной разливки стали.
Основные технические и организационные решения по моделированию, проектированию, сборке, тестированию и отладке автоматизированных систем управления технологическими процессами фирма "ОМЗ-МО" готова использовать при реализации новых проектов строительства и модернизации любых объектов металлургического производства. 
|






 назад
назад
