|
|
| Журнал |
|
| Архив |
|
| Подписка |
|
| Реклама |
|
| САММИТ |
|
| Книжная полка |
|
| Контакты |
|
| В начало |
|
|
|
|
| |












|
|
 |
| №3' 2003 |
версия для печати
|
|
|
ОТ ГОРЯЧЕГО ПЕСКА ДО ГОРЯЧЕКАТАНОЙ ПОЛОСЫ |
|
Крупнейшая металлургическая фирма Ближнего Востока – египетская ЕЗДК (EZDK) – в настоящее время ввела в строй новый завод по производству горячекатаных рулонов и расширила свой продуктовый сортамент. Ориентированный на экспорт, завод может гибко реагировать на требования рынка, как сообщает Стив Карпель (Steve Karpel).
ейчас в Айн-Сухна, около Красного моря, примерно в 40 км от Суэца, стоит мини-завод по разливке и прокатке тонких слябов проектной мощностью 1,2 млн т/год – в месте, которое всего лишь несколько лет назад было даже не известной «зеленой лужайкой», а просто пустыней. Новый завод «Эзз флэт стил» (ЭФС) – Ezz Flat Steel – последняя глава в примечательной истории металлургического развития египетской группы «Эзз» (Ezz).
В течение многих лет семейная частная группа торговала сталью, но смогла воспользоваться преимуществом экономической либерализации Египта только в 1990-х годах, чтобы осмелиться заняться сначала прокаткой, а затем и выплавкой стали. Имея прокатный стан в Тенте (Рамадан-сити) и мини-завод сортового проката в Садат-сити (оба к северу от Каира), группа к концу 1990-х годов расширила мощности по производству сортовых профилей и катанки до 1,3 млн т/год.
Затем в марте 2000 г. произошло слияние группы с египетской фирмой «Александрия нэшнл айрон энд стил» (АНСДК) – Alexandria National Iron & Steel – мощностью 1,8 млн т/год сортовых профилей и катанки и 1 млн т/год горячекатаной полосы. Во вновь образованном холдинге ЕЗДК группа «Эзз» стала контролирующим акционером, управляющим тремя дочерними предприятиями: АНСДК, «Эзз стил рибарз» (Ezz Steel Rebars) и «Эзз флэт стил».
Однако планы относительно «Эзз флэт стил» замышлялись задолго до слияния. О предложении машиностроительной фирмы «Даниэли» (Danieli) относительно строительства завода было впервые объявлено в конце 1996 г., хотя окончательный контракт вступил в силу лишь в марте 1999 г. Общая стоимость проекта определена в $ 740 млн, группе «Эзз» принадлежат 70 % акций. Доля фирмы «Даниэли» составляет 20 %, остальные акции принадлежат двум местным банкам – Национальному банку Египта и Банку Миср.
Важное дополнение к заводу – новый порт на Красном море, построенный поблизости для обслуживания растущего промышленного региона. Он может вмещать суда грузоподъемностью 150 тыс. т дедвейта и является частным портом, хотя и финансировался правительством.
Фирма «Даниэли» поставила на условиях «под ключ» все оборудование, включая вспомогательные сооружения, например водоочистные установки, производство извести, компрессоры и противопожарную систему. Завод основан на собственном гибком процессе фирмы «Даниэли» для непрерывного литья тонких слябов и прокатки их на горячекатаную рулонную полосу шириной 800 – 1600 мм. Цель первого этапа – выпуск полосы толщиной 1 – 13 мм, но в долгосрочной перспективе намечается достичь толщин менее 1 мм.
По сообщениям фирмы «Даниэли», проект завода предусматривает применение в будущем полубесконечной термомеханической прокатки, целью которой станет производство полосы минимальной толщиной 0,8 мм.
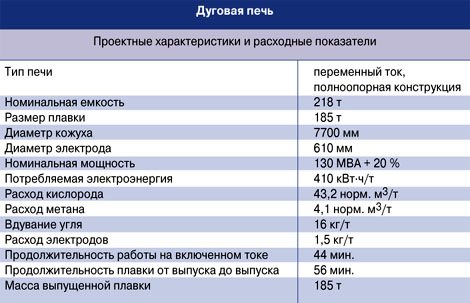
В сталеплавильном цехе установлена дуговая печь Данарк (Danarc) переменного тока для 185-тонных плавок, диаметр кожуха печи – 7,7 м, диаметр электродов – 610 мм, номинальная мощность – 130 МВА + 20 %. Другие данные приведены в таблицах.
Смешанная шихта
Лом закупают на открытом рынке, в обычном варианте смешивают с железом прямого восстановления, приобретаемом на открытом рынке, либо поставляемом сестринской компанией АНСДК, которая имеет установку Мидрекс (Midrex) мощностью 2,8 млн т/год в Александрии. Типовая шихта состоит на 80 % из лома, однако система запроектирована весьма гибкой с учетом цен и наличия исходных компонентов шихты, как утверждает представитель ЭФС. При необходимости склад лома вмещает суточную норму подачи лома 5300 т.
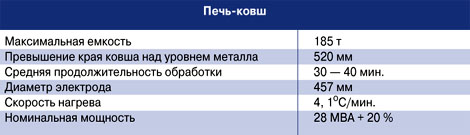
Печь-ковш номинальной мощностью 28 МВА + 20 % способна обрабатывать 185-тонные плавки со средней продолжительностью обработки 30 – 40 мин. Аргонное перемешивание выполняется через две пористые пробки в днище ковша, причем продувочная фурма предназначена как для доводочного, так и для форсированного режима обработки.
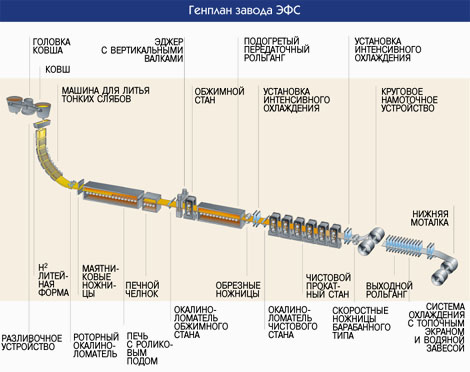
Планировка МНЛЗ тонких слябов и стана горячей прокатки основана на удачной схеме аналогичного агрегата фирмы «Алгома стил» (Algoma Steel) в Канаде, как сообщает «Даниэли».
В МНЛЗ используется кристаллизатор Даниэли H2 в виде длинной воронки, на выходе из которого толщина сляба составляет 90 мм с последующим «мягким» динамическим обжатием до 70 – 65 мм. Основным фактором, облегчающим согласование металлургического производства и скорости работы прокатного стана, служит гибкость скорости разливки, так считает изготовитель оборудования. МНЛЗ имеет также автоматическое регулирование с изменением ширины сляба в процессе разливки.
Кристаллизатор Н2 в комплекте с погружным входным стаканом обеспечивает лучшую смазку, меньшую турбулентность расплава металла и однородную структуру затвердевания по всей ширине сляба, в то время как «мягкое» динамическое обжатие способствует получению лучшего качества поверхности и внутренней структуры металла, а также большей гибкости оборудования при обработке различных марок стали.
Слябы поступают на прокатный стан напрямую, проходя через окалиноломатель и туннельную подогревательно-томильную печь. Маятниковые ножницы обрезают концы сляба с минимальной температурой 900oС. Далее установлен окалиноломатель барабанного типа. Затем слябы поступают в туннельную печь длиной 150 м, предназначенную для выдержки четырех слябов максимальной длиной 34 м. Такая буферная установка дает возможность продолжать процесс разливки даже в период остановки стана, например во время перевалки.
Черновая группа состоит из четырехвалковой нереверсивной клети и вертикального эджера, чистовая группа – из шести четырехвалковых клетей. В чистовых клетях №2 и 3 применена технология f2CR (свободная прокатка с гибким профилем) для лучшего регулирования профиля и плоскостности полосы, в частности, при прокатке особо тонких полос.
По данным «Даниели», на прокатном стане применены и другие современные системы, обеспечивающие высокие стандарты размерных допусков на выпускаемую продукцию. Как считают, использование длинноходовых гидравлических цилиндров обеспечивает более короткое время отклика и точное позиционное регулирование. За счет применения двойной системы изгиба, обеспечивающей постоянную центровку усилий изгиба относительно подшипника валка, что увеличивает срок его службы, становится возможным большой ход бокового смещения рабочих валков.
Рабочие и опорные валки снабжены эффективной системой охлаждения с минимальным расходом воды. Тепловой профиль рабочих валков регулируется с помощью специальной системы охлаждения теплового профиля валка, установленной на всех клетях, что уменьшает необходимость компенсации теплового профиля дополнительным изгибом валков.
Система быстрой перевалки позволяет провести полную смену рабочих валков в чистовой группе менее, чем за восемь минут. На стане также имеется гидравлический низкоинерционный петледержатель для более быстрого регулирования массопотока и межклетевое охлаждение для лучшего регулирования температуры конца прокатки. Смазкой зева валков снижают краевой износ рабочих валков и облегчают обжатие с высокой степенью в первых чистовых клетях.
Транспортировка рулонов
На выходе полоса принимается подпольными моталками, перед которыми установлены высокоскоростные ножницы, подготовленные для работы в режиме полубесконечной прокатки (после перехода агрегата на этот режим). Система транспортировки рулонов состоит из тележки, транспортера с шагающими балками, машин для обвязки рулонов по окружности и радиусу, весов и маркировочного устройства.
Переход на полубесконечную прокатку, в режиме которой будут прокатывать четыре сляба как один раскат, относится ко второму, перспективному этапу освоения стана, точный срок которого не определен; вполне очевидно, что приоритетом в настоящее время, до выполнения какой-либо модификации, является оптимизация нового агрегата и обеспечение его работы в соответствии с планом. Как отмечает фирма «Даниэли», второй этап предусматривает установку двух дополнительных узлов оборудования: карусельной моталки для обработки особо тонких полос и интенсивного охлаждения полосы за последней клетью.

Вертикальный эджер и черновая группа
С разрешения «Даниэли»
|
|
Первый рулон был получен на агрегате в ноябре, и в настоящее время объем производства растет «в соответствии с ожиданиями», но темп работы будет зависеть от конъюнктуры рынка и появления новых потребителей. Египетский рынок горячекатаных рулонов ограничен по объему и уже обслуживается двумя местными поставщиками – «Иджипшн айрон энд стил» (Egyptian Iron & Steel) и АНДСК группы «Эзз», хотя последняя фирма ориентирована в основном на экспортный рынок. Так что возможности ЭФС по внутреннему сбыту могут быть ограничены; тем не менее, завод предназначен для обслуживания более широкого рынка, что и предполагается его месторасположением.
«Естественный рынок для ЭФС – Ближний Bосток и Северная Африка», –замечает представитель фирмы, «и именно этот регион будет главным фокусом интересов завода. Кроме того, должны быть перспективы в Азии и Юго-Восточной Азии, далее в списке потребителей идут Европа и США. Завод сможет следовать требованиям рынка».
Также не стоит ожидать неожиданного появления в поставочных потоках дополнительного миллиона тонн горячекатаных рулонов; ЭФС полагает, что до выхода на полную мощность пройдет еще 1,5 – 2 года.
Учитывая несколько изолированное, но просторное месторасположение, отмечает фирма, «Эзз флэт стил» создана в расчете на перспективную вертикальную интеграцию, так что в предстоящие годы завод может быть дополнен агрегатом прямого получения железа, станом холодной прокатки или агрегатом лужения. Все, что для этого необходимо, – стимул здорового спроса, что позволит группе «Эзз» вновь расширить свои металлургические возможности. 
|
|
|
|
|
|
текущий номер


предыдущий номер

|
|



 назад
назад
