Андрей Игнатьев
Инженер-конструктор фирмы "Уралмаш – буровое оборудование"
 В середине 40-х годов в Краснотурьинске был введен в эксплуатацию Богословский алюминиевый завод. Уже в то время для оснащения технической базы предприятия при производстве алюминия использовалась продукция завода "Уралмаш", часть которой работает до настоящего времени. В 90-х годах пришло время перемен: спрос на алюминий возрос, а морально и физически устаревшее оборудование ОАО "Богословский алюминиевый завод" не позволяло выйти на более высокий уровень производства. В поисках выхода из создавшегося положения дирекция ОАО "БАЗ" предложила ОАО "Уралмаш" разработать новый насос для работы с очень агрессивной средой в виде сырой боксито-известковой пульпы, перекачиваемой в автоклавы выщелачивания, технологические параметры которой таковы: температура – 93 – 97 оС; плотность – 1,51 – 1,54 г/см3; содержание Na2Oобщ. – 300; водородный показатель рH – 14; соотношение жидкой фазы и твердой – 5, 5 – 7; доля фракции крупностью 150 мкм – не более 2,5 %. В середине 40-х годов в Краснотурьинске был введен в эксплуатацию Богословский алюминиевый завод. Уже в то время для оснащения технической базы предприятия при производстве алюминия использовалась продукция завода "Уралмаш", часть которой работает до настоящего времени. В 90-х годах пришло время перемен: спрос на алюминий возрос, а морально и физически устаревшее оборудование ОАО "Богословский алюминиевый завод" не позволяло выйти на более высокий уровень производства. В поисках выхода из создавшегося положения дирекция ОАО "БАЗ" предложила ОАО "Уралмаш" разработать новый насос для работы с очень агрессивной средой в виде сырой боксито-известковой пульпы, перекачиваемой в автоклавы выщелачивания, технологические параметры которой таковы: температура – 93 – 97 оС; плотность – 1,51 – 1,54 г/см3; содержание Na2Oобщ. – 300; водородный показатель рH – 14; соотношение жидкой фазы и твердой – 5, 5 – 7; доля фракции крупностью 150 мкм – не более 2,5 %.
Перечисленные параметры резко отличаются от параметров раствора, применяемого на насосах при бурении нефтяных и газовых скважин. Было составлено техническое задание, утвержденное в установленном порядке. В течение двух месяцев разработана документация "Насоса пульпового диафрагменного НПД-250". Его конструкция соединила в себе преимущества и надежность узлов и деталей механической части, хорошо зарекомендовавшей себя в условиях промыслового бурения, и новой конструкции гидравлической части, в которой отсутствует прямой контакт поршня и втулки с агрессивной перекачиваемой средой. Исключение контакта осуществляется за счет разделителя, роль которого выполняет диафрагма.
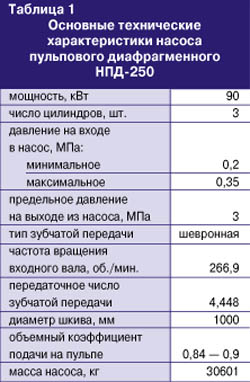
Новые решения были использованы и при создании конструкции поршня, где применение комплекта стандартных сменных резиновых колец позволило существенно повысить долговечность работы всего поршня в целом. Процесс эксплуатации насоса во многом облегчен за счет перехода на систему автоматического долива воды в буферную зону с использованием герконовых датчиков, что обеспечило полную автоматизацию производственного процесса и возможность визуального контроля за процессом работы без присутствия обслуживающего персонала непосредственно около насоса. Для увеличения срока эксплуатации насоса применена новая конструкция клапанной группы с защитным экраном, в цилиндропоршневой группе использована цилиндровая втулка диаметром 200 мм. Основные технические характеристики НПД-250 показаны в табл. 1.
По финансовым соображениям ОАО "Богословский алюминиевый завод" сначала не взял весь комплекс периферийного дополнительного оборудования, включавший в себя регулируемый тиристорный электропривод, находящийся в прямой зависимости от него подпорный центробежный насос, обвязку трубопроводов с системой подавления высокочастотных колебаний давления и т.д. Это, в свою очередь, увеличило время на пуско-наладочные работы с трех недель до трех месяцев. Было испробовано несколько вариантов подпорных насосов, резались и снова сваривались трубопроводы, менялись основные двигатели насоса и шкивы. В конечном счете пришли к схеме с тиристорным приводом, которая и предлагалась изначально. Все работы по пуску насоса проводились в условиях действующего производства – участка выщелачивания глиноземного цеха, и насос сразу же включался в производственный цикл. Возникали ситуации, когда на участке выходили из строя сразу все старые основные насосы, и работал только НПД-250.
 В период пуско-наладочных работ ведущие специалисты фирмы "Уралмаш – буровое оборудование", возглавляемой директором Ф. Ф. Хасановым, провели на ОАО "БАЗ" более пяти выездных технических совещаний. Непосредственно в глиноземном цехе для контроля за работой всех систем насоса НПД-250 было установлено круглосуточное дежурство силами инженеров фирмы. Подготовлены и проведены инструментальные исследования насоса НПД-250. С помощью тензометрической аппаратуры при различных режимах работы насоса в производственном цикле определены его основные рабочие параметры, составлены диаграммы движения, установлены высота подъема, углы запаздывания и "посадки" всасывающих и нагнетательных клапанов, коэффициент подачи, полезная мощность. В период пуско-наладочных работ ведущие специалисты фирмы "Уралмаш – буровое оборудование", возглавляемой директором Ф. Ф. Хасановым, провели на ОАО "БАЗ" более пяти выездных технических совещаний. Непосредственно в глиноземном цехе для контроля за работой всех систем насоса НПД-250 было установлено круглосуточное дежурство силами инженеров фирмы. Подготовлены и проведены инструментальные исследования насоса НПД-250. С помощью тензометрической аппаратуры при различных режимах работы насоса в производственном цикле определены его основные рабочие параметры, составлены диаграммы движения, установлены высота подъема, углы запаздывания и "посадки" всасывающих и нагнетательных клапанов, коэффициент подачи, полезная мощность.
Проведенные исследования позволили получить обширный материал для дальнейшей работы над улучшением конструкции насоса с учетом полученных результатов. 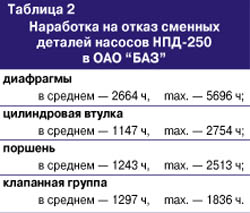 В частности, эксплуатация мощных диафрагменных насосов на ОАО "БАЗ" показала, что объемы жидкости, заключенные между поршнем и разделительной диафрагмой, являются, по существу, резонаторными камерами, где зарождаются высокочастотные колебания жидкости с определенной частотой и амплитудой, которые, в свою очередь, распространяются по гидравлическому каналу, вызывая вибрацию трубопроводов. Точных причин возникновения этих колебаний в процессе проведенных исследований установить не удалось. Однако многое выяснилось: например, что регулировка частоты вращения вала подпорного насоса в пределах 10 % снижает размах колебаний клапанов, а следовательно, их стук и вибрацию, а снижение производительности насоса НПД-250 вызывают высокочастотные колебания пульпы около 12 – 13 Гц с величиной пульсации до 50 % и многое другое. Для повышения эксплутационной надежности и увеличения времени наработки на отказ продолжаются исследования опытных уплотнений клапанов, изготавливаемых из различных полимерных композитных материалов. Совершенствование конструкции продолжается, но уже первые семь насосов подтвердили ее работоспособность. В частности, эксплуатация мощных диафрагменных насосов на ОАО "БАЗ" показала, что объемы жидкости, заключенные между поршнем и разделительной диафрагмой, являются, по существу, резонаторными камерами, где зарождаются высокочастотные колебания жидкости с определенной частотой и амплитудой, которые, в свою очередь, распространяются по гидравлическому каналу, вызывая вибрацию трубопроводов. Точных причин возникновения этих колебаний в процессе проведенных исследований установить не удалось. Однако многое выяснилось: например, что регулировка частоты вращения вала подпорного насоса в пределах 10 % снижает размах колебаний клапанов, а следовательно, их стук и вибрацию, а снижение производительности насоса НПД-250 вызывают высокочастотные колебания пульпы около 12 – 13 Гц с величиной пульсации до 50 % и многое другое. Для повышения эксплутационной надежности и увеличения времени наработки на отказ продолжаются исследования опытных уплотнений клапанов, изготавливаемых из различных полимерных композитных материалов. Совершенствование конструкции продолжается, но уже первые семь насосов подтвердили ее работоспособность.
Основной показатель назначения насоса НПД-250 – подача в автоклавы выщелачивания сырой боксито-известковой пульпы – составил:
– средняя величина – 75 – 80 м3/ч при частоте 54 – 65 ходов в минуту;
– максимальная величина – 112 м3/ч при частоте 85 – 87 ходов в минуту.
За период работы насосов в ОАО "БАЗ" с сентября 1998 года по декабрь 1999 года показана такая наработка на отказ сменных деталей (табл. 2). Данные о расходе сменных узлов и деталей не являются окончательными, так как гарантийный период эксплуатации еще не закончен, и итог подводить рано. 
|






 назад
назад
